Чем срезают алюминиевый слой с полипропиленовых труб
Чем срезают алюминиевый слой с полипропиленовых труб
Напомним, внешнее армирование представляет собой наружное покрытие полипропиленовой трубы алюминиевой фольгой. Произвести очистку трубы от нее поможет шейвер для зачистки полипропиленовых труб. Он представляет собой зачистной инструмент, который мало чем отличается от торцевателя. Внешне имеет форму муфты с одним или двумя отверстиями. Эти отверстия необходимы для погружения труб. Внутри инструмента имеются стальные лезвия, с помощью которых осуществляется очистка.
Шейвер для полипропиленовых труб: качественное устранение армирования
Полипропиленовые трубы сегодня встречаются повсеместно. Такая популярность связана с их высокими техническими характеристиками и, конечно же, низкой стоимостью. Конструкция современных полипропиленовых труб усилена так называемым армированием, которое может быть выполнено в двух вариантах.Для осуществления правильного и надежного монтажа армированного трубопровода необходимо применение на подготовительных этапах специальных инструментов. Одним из таких инструментов является шейвер для полипропиленовых труб. Без его применения добиться правильного соединения труб невозможно. Именно от надежности конструкции зависит долговечность всего трубопровода, а также его эксплуатационные характеристики.В чем же секрет армирования пластиковых труб? Как известно, пластиковые изделия имеют безоговорочный ряд преимуществ, таких как:
- легкость;
- низкая стоимость;
- простота монтажа;
- пластичность;
- износостойкость;
- экологичность;
- противостояние образованию микроорганизмов и коррозии.
Совет! Не следует надеяться лишь на армировку покрытия. Места крепления труб смогут содержать неровности и температура, близкая к 100 °C может привести к размягчению места стыка трубопровода, что приведет к протечке. Как раз исходя из этого требуется зачистка торцов в местах соединения труб.
Как верно удалять армированный слой
Полипропиленовые трубы возможно зачистить следующими способами. При размещения армированного слоя с внутренней стороны направляться удалить фольгу с внутренней полости.Совет! Алюминий не должен общаться с водой, которая легко вступит с ним в электрохимическую реакцию, что приведет к разрушению всего армированного слоя.Если вы имеете дело со стекловолокном, защищающим полипропиленовую прослойку, зачистка и вовсе не нужно, в виду того, что сетчатая часть стекловолокна расположена с внутренней стороны трубопровода, при плавке она не будет общаться с фитингами, а вода ей не страшна. Как раз исходя из этого довольно часто предпочтительнее выбирать полипропилен в композиции со стекловолокном. Подготовка не занимает большое количество времени, крепление стыков и монтаж труб производятся легко, сварка полипропиленовых труб осуществляется без зачистки.
Зачистка внешнего слоя. В этом случае слой алюминиевого протектора находятся снаружи. Данную фольгу направляться удалить, потому, что при варке места стыков алюминия и пластика очень ненадежны. При помощи особого оборудования производится удаление армировки на ту глубину, которая требуется для соединения и насадки фитинга других частей.
Если я не ошибаюсь, то компания "Экопластик" более не производит трубу с армировкой из стекловолокна только базальт.
Армировка сверху
Первый вид армировки — армирование полипропиленовой трубы сверху.Алюминиевый слой не придает прочности трубе, т. к. это не алюминиевая трубка в полипропиленовой трубе,
а алюминиевая фольга на полипропиленовой трубе.
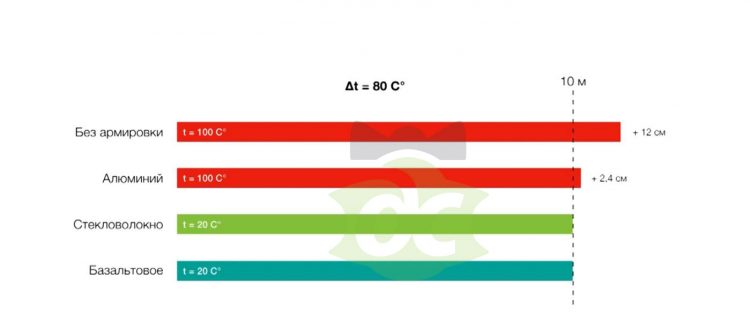
Но алюминиевый слой решает проблему линейного удлинения трубы при нагреве. Если без армировки метр полипропиленовой трубы может расползтись почти на 12 мм, то при тех же условиях труба с алюминиевым слоем расползается всего на 2 мм.
Алюминий с поликом просто так между собой не состыковать.
Почему? Смотрите первый параграф ПП-курса, где я рассказывал о свойствах полипропилена.Именно по этой причине алюминиевую фольгу к полипропилену приклеивают. Получается у нас слой полипропилена, потом слой клея, слой алюминия, потом слой клея и ещё слой полипропилена.

Алюминиевая фольга либо в на хлест либо сваривается в стык. Обычная полипропиленовая двадцатка имеет наружный диаметр 20 мм, а армированная труба с наружным слоем алюминия имеет диаметр больше.
Так вот, для стыковки этот больший диаметр необходимо превратить в 20. Т.е. снять внешний алюминиевый слой. Более подробно вы узнаете в следующих постах о полипропилене.

Такая армировка не позволяет трубе сильно расползаться при нагреве. Но у такой армировки есть небольшой недостаток.
Со временем на некоторых участках труб могут образовываться вздутия. Внешне это сильно пугает. Кажется, ещё немного и трубу прорвет со всеми вытекающими, но на самом деле это не так.
Вздувается лишь внешний слой полипропилена относительно алюминиевого слоя. Даже производители допускают такие вздутия и это ни в коем случае не влияет на прочность трубы. Потому что основной полипропиленовый слой, который находится внутри, он остаётся толстым и не поврежденным.
Эти вздутия могут образовываться со временем из-за остаточной влаги во время производства трубы. Получается, что этого бояться не стоит. Система исправно продолжит работать дальше с той лишь разницей, что внешний вид у трубы уже совершенно не презентабельный.
Многим пользователям такой расклад оказался совершенно не по душе и тогда производители задумались, а что с этим можно поделать?
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться более, чем на 5°.
Советы по пайке PPR
После включения паяльника, ему необходимо дать прогреться минут 10. Если на насадках имеются загрязнения — их удаляют на горячем паяльнике не синтечической тканью или бумагой. Удалять грязь металлическими предметами не рекомендуется — испортится антипригарное покрытие.Перед сваркой нужно тщательно распланировать очерёдность сборки всех соединений. Порядок должен быть таким, чтобы у трубы или муфты был запас хода на извлечение насадки. На первых этапах работы с полипропиленом нужно уделять больше внимания планированию.Непосредственно перед сваркой трубу и внутреннюю часть фитинга протирают чистой, сухой тканью — спаиваемые поверхности должны быть чистыми. Конечно не стоит гнаться за стерильностью — нет необходимости протирать пластик спиртом, как некоторые советуют.Труба и фитинг одновременно насаживаются на противоположные стороны разогретой насадки и выдерживается требуемое время нагрева. Во время прогрева полипропилена не нужно вращать трубу и фитинг, для более быстрого одевания на насадку! Если фитинг тяжело налезает на насадку — напрягать грудные мышцы.Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит излишнее оплавление.Сняв трубу и фитинг с насадки, их как можно быстее соединяют и держат несколько секунд в неподвижном состоянии (время сварки в таблице). Объективно — после снятия с насадки паяльника, есть 1-3 секунды на соединение. Даже после прошествии времени сварки нужно позаботиться о том, чтобы на соединяемые детали не действовали никакие посторонние силы в течение нескольких минут. Даже вес самой напаянной трубы может деформировать место пайки.Во время сварки нельзя вращать трубу в фитинге, нужно соединять их в заведомо правильном положении. Для собственного ориентирования, спаиваемые трубу и фитинг можно пометить чёрточкой — тогда во время пайки больше вероятности соединить детали ровно. Тем не менее не стоит безоговорочно ориентироваться на чёрточки, нужно видеть картину в целом. Безусловно, в процессе соединения есть время на корректировку — не более секунды, когда можно выровнять небольшие огрехи спайки.
У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного оплавленные края.
Некоторые сантехники дуют в трубу после сварки, чтобы убедиться, что труба не запаялась. По своему опыту могу сказать, что если соблюдена температура пайки и время нагрева — такого никогда не происходит. Хотя теоретически может попасться очень некачественный полипропилен от безымянного производителя.
Для обработки длинных труб используются ручные торцеватели труб с цепным зажимом, а для коротких изделий опорная и направляющие части устройства совмещаются в одном узле. Безопасность работ обеспечивается наличием стопорных колец, которые ограничивают продольное перемещение вала.
Как выбрать
Изделие выбирается , в соответствии с типом труб, и зажимается в патрон. В высокой скорости вращения кроется недостаток – необходимо, постоянно, вести контроль над процессом. В противном случае можно повредить трубу.Хотите узнать, как безупречно зачистить торец трубы перед сваркой, посмотрите видеоролик. Металл в бытовых коммуникациях постепенно заменяют различные материалы из полимеров. Особенно привлекательны для потребителя свойства полипропилена, позволяющие использовать его для всех бытовых коммуникаций.Полипропилен устойчив к коррозии и отложениям, не меняет свойств под воздействием агрессивной химии. Вода, транспортируемая через системы из этого материала, не теряет своих свойств. Немаловажна большая пропускная способность, обусловленная совершенно гладкой внутренней поверхностью.Не армированный полипропилен отличается низкой теплопроводностью и устойчивостью к высокой температуре. Со временем он меняет форму. Это свойство называется текучестью, что требует установки креплений через каждых 50 см трубопровода.Особенно ярко текучесть проявляется при повышенной температуре внутренней среды. Основная цель армирования – снизить именно это качество. После армирования материал из полипропилена становится более жестким, меньше провисает при укладке в горизонтальном положении, что делает систему более стабильной.Алюминиевая лента снижает коэффициент линейного расширения до такого уровня, который сопоставим с этим показателем металлических изделий. Кроме того, алюминий способствует понижению проводимости кислорода. Еще лучше качества при армировании стекловолокном. Этот материал делает монтаж более простым, чем алюминиевая лента, так как отпадает необходимость в зачистке перед пайкой. Немаловажно и то, что изделия со стекловолокном дешевле, чем изделия с алюминиевой лентой.При армировании может использоваться сплошная или перфорированная алюминиевая фольга. Она может располагаться поблизости от внешней оболочки или в середине стенки. Сплошная фольга соединяется с полипропиленом при помощи термоклея. Использование в производстве некачественного сырья влечет за собой расслаивание во время эксплуатации.
Подобное явление невозможно, если при армировании используется перфорированный алюминий. Отверстия в фольге дают возможность создать монолитное соединение пластика с алюминием, не используя клей.
При выборе изделий из полипропилена следует учитывать, что некоторые производители с целью снижения себестоимости используют некачественное сырье и делают у труб слишком тонкие стенки. Это влечет за собой расслаивание и неустойчивость к внутреннему давлению. По внешним признакам отличить качественное изделие от некачественного достаточно сложно. Приобретать нужно материал с наиболее толстыми стенками (то есть, тот, у которого тяжелее погонный метр).Недавно на рынке появились полипропиленовые трубы, армированные стекловолокном. Иногда их называют стеклопластиковыми. Если изделие, армированное алюминием, по сути, состоит из пяти слоев, то использование стекловолокна дает возможность получить материал с монолитной структурой, так как средний слой представляет собой тот же полипропилен, но перемешанный со стекловолокном. Все три слоя не склеиваются, а свариваются, что полностью исключает расслоение.Однако один недостаток у армированных стекловолокном изделий все-таки есть – их линейное расширение на 6% больше, чем при использовании алюминия. Зачем нужна зачистка для полипропиленовых труб перед пайкой. Некоторые армированные изделия перед пайкой необходимо зачищать, чтобы снять наружный слой полипропилена и алюминиевую фольгу, которая мешает создать прочное соединение с фитингом.Зачистка армированных полипропиленовых труб требуется всегда, когда для армирования используется алюминий, причем, независимо от того, где расположена фольга. Разница только в используемом инструменте. Если алюминий расположен в середине стенки, используется торцеватель. Материал, армированный стекловолокном, зачистки не требует, так как весь состоит из полипропилена.Инструмент для зачисткиЗачистной инструмент для полипропиленовых труб дает возможность работать с изделиями с диаметром от 16 до 110 мм. Для диаметров до 63 мм производятся двусторонние муфты, что позволяет зачистить торцы с двумя различными диаметрами, если алюминиевый слой расположен у наружной поверхности. Ножи этого инструмента изготовлены из незатупляющейся стали.Если фольга расположена в середине стенки, необходим торцеватель для полипропиленовых труб, оснащенный регулирующимися ножами, что дает возможность подстроить инструмент под любой диаметр. Так же как муфта, торцеватель имеет двухстороннюю конструкцию (под два различных диаметра).
Торцевание полипропиленовых труб – это вырезание фольги с торца на глубину сварки. Если данная процедура проведена неправильно, алюминий помешает создать надежное соединение между элементами системы, то есть, сварочный шов не будет достаточно качественным. Во время эксплуатации системы вода будет взаимодействовать с алюминием, что может повлечь за собой течь и образование ржавчины в отопительных приборах.
Еще один способ решения проблемы "как зачистить полипропиленовую трубу" — насадка на дрель (шейвер). Этот метод используется при большом объеме работ для зачистки наружного слоя полипропилена и снятия армирующего алюминиевого слоя, если он расположен у наружной поверхности. Корпус шейвера производится из алюминия, ножи – из инструментальной стали.Благодаря шейверу, зачистка для полипропиленовых труб автоматизируется, облегчая и ускоряя монтаж при большом объеме работ.