Для чего спираль на пенопропиленовой трубе
Для чего спираль на пенопропиленовой трубе
Для сварки полипропиленовых труб понадобиться комплект инструмента состоящий из:
Сварка полипропиленовых труб
Установить на сварочном аппарате температуру сварки полипропилена 240-260, температура не зависит от диаметра трубы. При сварке полипропилена враструб происходит быстрый нагрев материала с небольшим внутренним напряжением. Но эти напряжения буду компенсированы за счет двойной стенки (труба-фитинг) в зоне сварки полипропилена, и плюс к этому площадь сварки очень большая. Температура сварочного аппарата поддерживается автоматически, но после нагрева и отключения ламп нагрева, можно выключить одну из спиралей, это продлит срок службы вашего аппарата.Работу начинаем после выключения обеих контрольных ламп нагрева.
- сварочный аппарат для полипропилена
- нагревательные элементы
- резак для полипропиленовых труб
- маркер
- измерительная рулетка

На сварочном аппарате с помощью шестигранника закрепляем нагревательные элементы соответствующие размеру полипропиленовых труб.Прежде чем перейдем к порядку сварки полипропиленовых труб предлагаю ознакомится, с общими принципами подобных соединений.Сварка полипропиленовых труб своими руками производится враструб.
Иногда этот же процесс называют пайка полипропилена. На сварочном аппарате, как мы видели ранее закрепляются нагревательные элементы, муфта и дорн для каждого размера трубы. 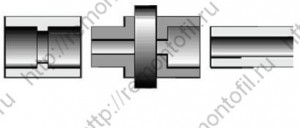
Муфта нагревает внешнюю поверхность полипропиленовой трубы, фитинг нагревается дорном. После истечения требуемого времени нагрева и достижения оплавления поверхности полипропиленовой трубы и внутренней поверхности фитинга, труба и фитинг удаляются из нагревательных элементов, совмещаются в осевом направлении и охлаждаются (естественно, без доп.мер)У качественных полипропиленовых труб внешний диаметр трубы больше диаметра муфты (номинального диаметра), а внутренний диаметр фитинга меньше диаметра дорна. То есть без нагрева не возможно совместить трубу и фитинг друг с другом, и без нагрева не получится совместить трубу с нагревательной муфтой, а фитинг с дорном.
Когда мы совмещаем трубу с нагревательной муфтой, наружний слой полипропиленовой трубы оплавляется в форме валика ( так называемого грата) и начинает выдавливаться наружу, внутренняя поверхность фитинга также прогревается с образованием незначительного грата, и это уже позволит войти трубе в муфту, вытесняя воздух из поверхности контакта, и после остывания обеспечив надежное соединение. 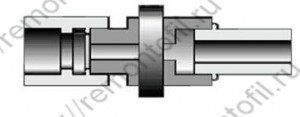
Но тут стоить отметить, что некачественные полипропиленовые трубы и фитинги неизвестных производителей очень часто имеют диаметры отличные от требуемых, то есть труба без нагрева входит в нагревательную муфту, или с очень небольшим усилием. При нагреве грат практически не образуется и о надежном соединение можно забыть.Не устраивайте эксперименты и внимательно отнеситесь к выбору производителя труб, даже если Вы делаете бюджетный ремонт квартиры своими руками. Из производителей с гарантированным качеством хочется отметить: Aquatherm, Hydroplast (HP) (без всякой рекламы, а как совет)
Сварка полипропиленовых труб Инструкция.
Установить на сварочном аппарате температуру сварки полипропилена 240-260, температура не зависит от диаметра трубы. При сварке полипропилена враструб происходит быстрый нагрев материала с небольшим внутренним напряжением. Но эти напряжения буду компенсированы за счет двойной стенки (труба-фитинг) в зоне сварки полипропилена, и плюс к этому площадь сварки очень большая. 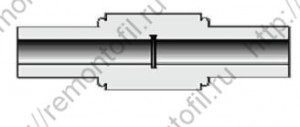
Температура сварочного аппарата поддерживается автоматически, но после нагрева и отключения ламп нагрева, можно выключить одну из спиралей, это продлит срок службы вашего аппарата.Работу начинаем после выключения обеих контрольных ламп нагрева.Трубу и фитинг перед началом сварки обязательно обезжирить!
Совмещаем фитинг с дорном до упора и одновременно вводим трубу в нагревательную муфту до метки! 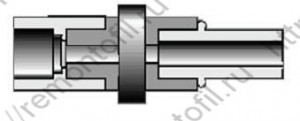
И вот тут внимание новичков. На трубе перед началом сварки, необходимо сделать отметку, на расстоянии равном глубине фитинга минус 2-3мм на грат. 
Это позволит избежать возможных заужений сечения трубы при сварке. Глубже этой метки, вводить трубу в нагревательную муфту не следует. 
На нагревательных элементах поворачивать трубу или фитинг разрешается не более чем на 10 градусов. 
После установленного время нагрева, быстро ( но без паники) снимаем фитинг и трубу с нагревательных элементов.
Таблица установленного время нагрева полипропиленовых труб и фитингов (ориентировочно) 
Вводим трубу в фитинг до метки! При это необходимо избегать искривлений, то есть следить за соосностью, ровностью и т.п., после совмещения и при остывании уже ничего не исправлять!
Для исключения поворота трубы относительно фитинга при совмещении,следим за монтажными отметками на фитингах и осевой линией трубы.При их отсутствии, перед началом сварки, нанести осевые метки на фитинг и трубу.Совмещаем – контролируем отсутствие искривлений – метка – неподвижно фиксируем (усилий не прикладываем).