Как на весу сваривать полипропиленовые трубы
Как на весу сваривать полипропиленовые трубы
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Инструкция по сварке полипропиленовых труб — объясняем суть
 При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги, соответствующие конструкции инженерной сети.
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или "утюг") с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома. 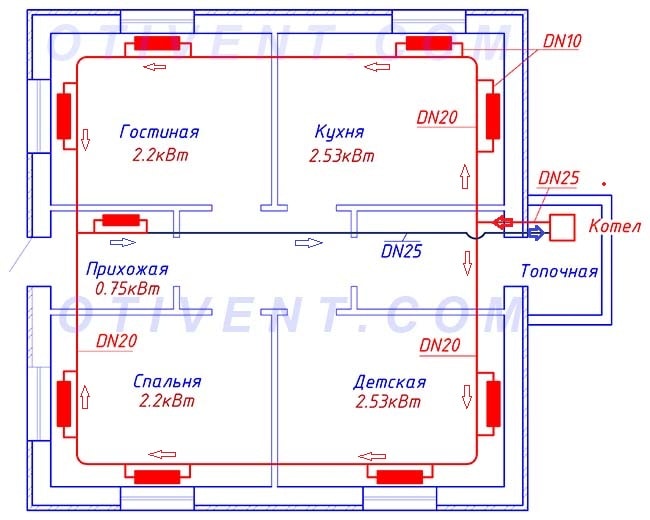 Пример однотрубной системы отопления одноэтажного домаПеред тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
Пример однотрубной системы отопления одноэтажного домаПеред тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, "носиком" вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.
 Разметка на стене помогает увидеть реальные контуры будущей системыПри закупке фитингов и труб возьмите на заметку ряд рекомендаций:
Разметка на стене помогает увидеть реальные контуры будущей системыПри закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.  Разновидности сварочных аппаратов и тефлоновых насадок
Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин "калоша", нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.
Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.
Паяем первый стык
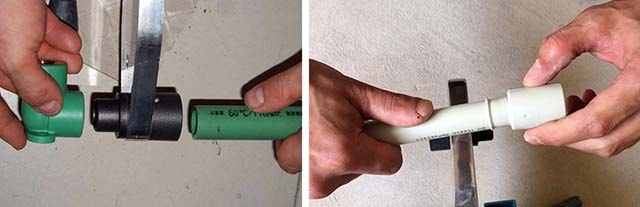
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.
Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.  Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секцииКак разметить и сварить секции полипропиленовых труб:
Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секцииКак разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).

- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.

- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
 Примеры готовых частей водопроводаНаибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Примеры готовых частей водопроводаНаибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:Свариваем участки в неудобных условиях
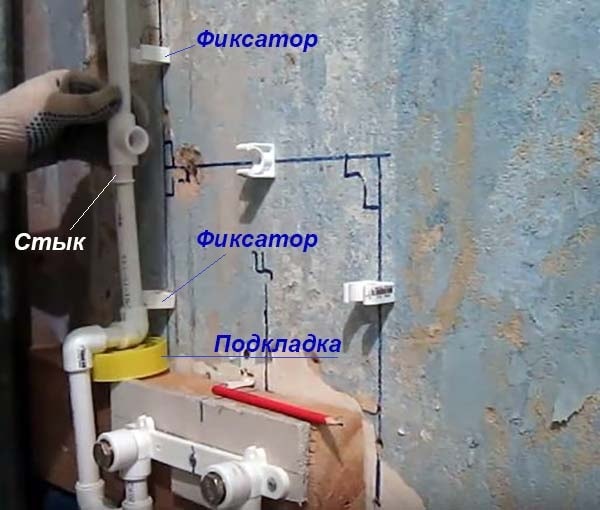
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель "утюга" упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.
- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к "утюгу" 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.

- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
В качестве соединительных элементов для сваривания используются специальные фитинги:
Чем работаем. Инструменты
Аппарат для сварки, в простонародье – "паяльник" или "утюг". Работает от электросети со стандартным напряжением (220 В). Мощность до 1500 В.Состоит из нагревательного элемента (мечевидный дорн), к которому крепятся гильзы (насадки) с тефлоновым покрытием. Оснащен регулятором температуры нагрева и выключателем.Удобная рукоятка дает возможность осуществлять процесс сваривания деталей практически в любом положении.
Насадки сменные, разных диаметров – продаются либо в комплекте с прибором для сварки, либо отдельно. С помощью ключа шестигранника легко крепятся на дорн.
Ножницы для резки труб. Лезвия ножниц изготовлены из стали высокого качества. С их помощью можно сделать ровный срез, не затрачивая много усилий.
Обычные ножницы используются для работы с трубами, диаметр которых не превышает 32 мм. Для изделий большего диаметра необходимо приобретать специальную модель режущего инструмента — труборез.
Шейвер (или торцеватель) – двусторонний прибор для удаления армирования. При пайке армированных элементов необходимо удаление наружного защитного слоя для лучшего сваривания поверхностей.Внешне шейвер имеет такие же отверстия, как и муфта, а внутри располагаются острые стальные ножи. Торцеватели для полипропиленовых труб выпускаются разных диаметров: их цифровые значения аналогичны диаметрам труб.
Фаскосниматель — ручной инструмент для зачистки контура от лохмотьев пластика.
Рулетка строительная.
Строительный уровень. С его помощью вы сможете отцентровать свариваемые элементы, а также правильно смонтировать готовую конструкцию.
Перфоратор, дрель или шуруповерт. Для крепления спаянной системы к стене с помощью специальных фиксаторов.Основные требование к дымоходу для газового котла, читайте в этой статье.
Как правильно паять трубы согласно инструкции производителей полипропилена:
Как правильно паять полипропилен – инструкция
Нужно действовать последовательно, в этом случае вероятность того, что будет допущена ошибка, снижается. 
Пошаговая инструкция по пайке полипропиленовых трубИнструкция по пайке :
- Подготавливают помещение. Учитывая, что во время пайки высвобождаются токсичные вещества, следует обеспечить эффективную циркуляцию воздуха.
- После нарезки края коммуникаций обрабатывают торцевателем или фаскоснимателем. Делают фаски, это облегчает стыковку труб.
- Материалы обезжиривают: очищают от пыли, обрабатывают уайт-спиритом. Продолжать работу нужно, когда поверхность полностью высохнет.
- Включают паяльник, предварительно установив температуру на требуемый уровень (+260°С).
- Когда загорится зеленая лампочка на корпусе паяльника, можно переходить к пайке. В насадку-гильзу устанавливают трубу, на дорн – фитинг.
- Одновременно прогревают 2 элемента будущего трубопровода: фасонную деталь, трубу.
- Выждав время, указанное в таблице выше, трубу и фасонный элемент снимают с насадок и стыкуют друг с другом. При этом детали нужно удерживать неподвижно. Коммуникации стыкуют до предварительно нанесенной продольной линии. Малейшее смещение еще не застывшего полипропилена приведет к разрушению молекулярных связей. В дальнейшем это может стать причиной появления течи.
Таблица пайки полипропиленовых труб
| Диаметр труб, мм | Длина участка, который нагревается, мм | Длительность периода пайки, секунды | ||
| Выдержка трубы в насадке паяльника | При соединении участков трубопровода | При затвердевании полипропилена | ||
| 16 | 12 | 4-5 | 4 | 120 |
| 20 | 14 | 5 | ||
| 25 | 15 | 6-7 | 6 | |
| 32 | 16 | 8 | 240 | |
| 40 | 18 | 10-12 | ||
| 50 | 20 | 18 | ||
Соединение труб пайкой с армированием
Температура эксплуатации коммуникаций для холодного водоснабжения изменяется в пределах -10…+90°С. Под воздействием теплоносителя трубопровод изгибается, т. к. происходит интенсивное линейное расширение. Значит, для отопления нужно использовать трубы, которые отличаются более подходящими характеристиками. 
1 – отрезаем нужную длину трубы. 2 – снимаем армировку швейиром. 3 – разметка направления. 4 – нагревание трубы и фитинга. 5, 6 – соединение трубы с фитингом и фиксация.Так, в условиях воздействия высоких температур применяют изделия, армированные стекловолокном или алюминием. Такие трубы представляют собой многослойные изделия: поверх полимерного изделия тонким слоем накладывается стекловолокно и закрывается слоем ПП. Преимущества:
- относительная стабильность линейного расширения, даже под воздействием высоких температур геометрия изделия изменяется незначительно;
- способность выдерживать давление до 10 атм, для сравнения, в многоквартирных домах коммуникации подвергаются менее интенсивному влиянию (6-8 атм);
- благодаря наличию слоя армировки увеличивается срок службы трубопровода;
- трубы с внутренним усилением проявляют устойчивость к воздействию высоких температур, при которых классический вариант коммуникаций начинает плавиться.
Правила пайки ПП, позволяющие избежать ошибок
- Диаметр трубы из полипропилена подбираются по таблице размеров;
- перед работой подготавливают все необходимое, т. к. сварка выполняется быстро, времени на подготовку в процессе монтажа не будет, паяльник включают, когда коммуникации уже нарезаны;
- сварочный аппарат должен быть надежно зафиксирован на горизонтальной поверхности, от этого будет зависеть качество шва, такие агрегаты оснащаются специальными подставками, но некоторые модели устанавливаются непрочно, поэтому требуется дополнительно закрепить их;
- температура плавления полипропилена намного меньше значения, которое задается в настройках сварочного аппарата, такая разница обусловлена необходимостью быстро размягчить трубу, достаточной считается температура +260°С;
- не следует изменять температурный режим при использовании более крупных изделий, когда выполняется пайка ПП-труб, температура нагрева не изменяется при увеличении диаметра коммуникаций, из таблицы выше можно узнать, что размеры изделий лишь определяют продолжительность нагрева материала;
- нужно ориентироваться по индикации: красная лампочка свидетельствует о том, что включился нагревательный элемент, зеленая – обозначает, что достигнуто заданное значение температуры;
- часто пользователи пропускают этап обезжиривания материала, однако наличие пыли, капель воды на участке среза может стать причиной ослабления шва, т. к. при этом структура материала становится более пористой;
- когда выполняется монтаж трубопровода сложной конфигурации, нужно соединять трубы под разными углами, их также поворачивают относительно друг друга; чтобы не нарушить соосность изделий, рекомендуется сначала определить точное положение коммуникаций, затем выполняется их предварительный монтаж (без использования паяльника), на этом этапе нужно провести разметочную полосу по осевой линии через 2 соединяемые детали.
Влияние ошибок на качество сварки

Вот что бывает, если паять пп трубы не правильно!
Наиболее часто встречающиеся нарушения технологического процесса пайки:
- не выполняется обезжиривание поверхностей, в результате снижается качество шовного соединения;
- угол среза трубы и фитинга не соответствует 90°;
- недостаточное углубление трубы в фитинг или, наоборот, коммуникации заводят в фасонный элемент до упора, в результате внутри образуется крупный шов, который затрудняет ток жидкости;
- нарушение технологии прогрева: трубы находились на насадках слишком мало или, наоборот, много времени, в обоих случаях качество шовного соединения будет низким;
- при соединении армированных труб слой усиления на торцевом участке был удален не полностью, в результате этот материал будет препятствовать расплавлению полипропилена, такой шов будет непрочным, или его вовсе не получится выполнить;
- после стыковки положение деталей корректировалось, что привело к снижению надежности шва; чтобы избежать таких последствий, следует выдержать время после соединения трубы и фитинга, обеспечив неподвижность деталей.
Как спаять ПП трубы без паяльника
Когда рассматриваются методы, как сварить полипропиленовые трубы, не всегда есть возможность использовать специальный паяльник. В этом случае выбирают другие варианты, среди них:- газовая горелка;
- компрессионная муфта;
- холодная сварка.

Способ с газовой горелкой менее предпочтителен.
Если применяется горелка, не получится равномерно прогреть полипропилен. В результате шовное соединение будет выглядеть неаккуратно, в этом случае надежность шва снижается. Со временем на данном участке может появиться течь. Использовать такой метод можно в крайнем случае и только при монтаже систем холодного водоснабжения.

Соединение пп трубы компрессионной муфтой
Компрессионная муфта обеспечивает надежное соединение коммуникаций, используется в качестве полноценной замены сварочного аппарата. Однако стоимость такого элемента высокая. В результате расходы увеличатся, т. к. для разводки труб по всему помещению понадобится большое количество компрессионных фитингов.

Метод склеивания полипропиленовой трубы.
Метод холодной сварки тоже эффективен. В данном случае применяют двухкомпонентный эпоксидный состав. Такой материал позволяет получить надежное соединение без специального оборудования.Для фиксации коммуникаций нужно нанести клеящее вещество на очищенные и обезжиренные поверхности изделий. Затем трубу и фитинг стыкуют, плотно удерживая. Клей схватывается в течение 10 минут. На его полное отвердевание уходит 1 час. Данный вариант можно применять только при монтаже системы холодного водоснабжения.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
Как грамотно паять – важные нюансы пайки
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.Смотреть видео: пайка и типичные ошибки начинающих Самой частой ошибкой, которую делают малоопытные мастера, является перегрев частей. Из-за этого сужается просвет трубного сортамента.Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.Проведение полифузных сварочных работ
После того как нужные работы по подготовке деталей и инструментов проведены, можно начать сварку. Для того чтобы правильно все сварить, необходимо посмотреть видео, придерживаясь приведенной в нем инструкцией для начинающих.- Наденьте фитинг на нагретую до рабочего уровня насадку. Он требует больше обычного времени на нагревание, связано это с тем что у него стенки толще, в отличие от полипропиленовых трубопрокатов.
- На вторую насадку сварочного аппарата наденьте пластиковую трубку, только после того как началось нагревание фитинга.
- Теперь дождитесь, когда обе детали прогреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного соприкосновения, то нужно провернуть их на 10 градусов во время самого процесса сваривания.
- Для того чтобы соединение было качественным, время спайки нужно рассчитать. Для этого необходимо использовать специальную таблицу, время пайки будет зависеть от диаметра.
- Когда элементы нагрелись, их надо извлечь и плавным движением соединить, вставляя трубу внутрь фитинга, согласно предварительно поставленной метке.
- Держите обе детали некоторое количество времени плотно сомкнутыми, пока соединительный шов не остынет, как на видео.
Пайка с помощью электро фитинга
Процесс подготовки электрофитингового аппарата для спайки полностью такой же, как и у полифузного. Но сам способ спайки немного другой.- Необходимо заготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовьте сварочный аппарат.
- Всю поверхность нужно очистить от окислений. Так же проведите обезжиривание всех частей предназначенных для соединения.
- Теперь вставляя трубку в фитинг, делайте метку строительным маркером.
- Соединяют электро фитинг с паяльником специальными проводами.
- Чтобы начать сварку вденьте трубу в электро фитинг.
- Переключите тумблер на "Вкл" и все пройдет в автоматическом режиме.
- О том, что спайка окончена, будут свидетельствовать специальные метки на фитинге, там выйдет наружу полипропилен.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.Смотреть видео урок для начинающих Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.Открытый монтаж – это протяжка магистрали поверх стены или пола.При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Производим разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.На плане определяют точные места для установки оборудования. Все измерения должны выполняться с максимальной точностью. Перед тем, как начать сваривать, нужно ознакомиться со следующими рекомендациями. Эти правила простые:- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
 Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.