При пайке полипропилена труба заходит не до конца
При пайке полипропилена труба заходит не до конца
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Пайка полипропиленовых труб — правила сварки и разбор ошибок
Опубликовано Артём в 01.04.2019 01.04.2019
Пайка пластиковых труб – широко распространенная практика для современной сантехнической сферы. Эта технология сборки сетевых коммуникаций отличается простейшим и экономным монтажом. Между тем пайка полипропиленовых труб, за всей её технологической упрощённостью, скрывает определённые профессиональные тонкости. Именно эти тонкости, как правило, определяют качество устройства сантехнических полипропиленовых коммуникаций.Сварка полипропилена – один из способов соединения водопроводных и канализационных коммуникаций. При этом получают герметичные стыки, т. к. происходит сшивка изделий на молекулярном уровне. Если пайка полипропиленовых труб выполнена правильно, срок службы системы водоснабжения или водоотведения многократно увеличивается.
Специфика пайки труб из полипропилена
Сварка полимерных изделий выполняется с использованием технологии, которая реализуется благодаря применению свойств материалов. Полипропилен отличается пластичностью. Однако такое свойство изделия из ПП приобретают при изменении температуры. Ее повышение до некоторого уровня способствует размягчению материала.Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.
Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления – от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).
Нельзя воздействовать на трубы ПП источником тепла, прогретым до критических температур. Также не рекомендуется слишком долго воздействовать на трубу паяльником. В таких условиях материал теряет свойства, изделия в результате сомнутся.
Общее описание технологии
Существует 2 метода фиксации коммуникаций:- муфтовый;
- стыковой.
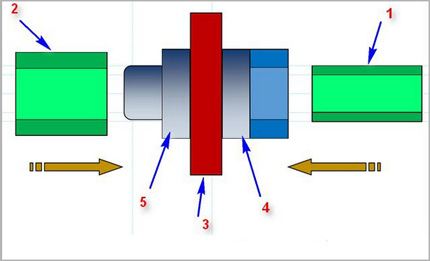 Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)В основе муфтового метода – необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)В основе муфтового метода – необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
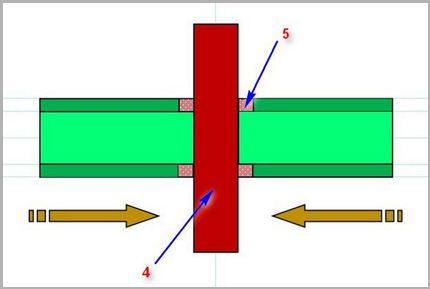 Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Недостаток этого варианта заключается в сложности правильно расположить коммуникации в соответствии с осью. Даже небольшие отклонения в стороны могут привести к замедлению тока жидкости по трубопроводу. Для монтажа прямым методом дополнительно используют систему центровки.
- Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
- При работе на открытом воздухе в мороз увеличьте время нагрева.
- Не допускайте проворачивания деталей относительно друг друга.
Электромуфтовая сварка

Электромуфтовая сварка
Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.

Пробки на торцах
Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок. Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Это способ предполагает простую стыковку элементов одинакового диаметра торцами. Их нагревают, а затем быстро соединяют. На первый взгляд, кажется, что такая операция совсем элементарна, не это совсем не так. Технология эта чаще используется в промышленности.
Паяльные инструменты, материалы
Сварочный аппарат (паяльник) — предмет первой необходимости. Основа бытовых нагревательных приборов — плоский массивный элемент, предназначенный для установки насадок (металлических болванок — комплектов "муфта-дорн") различного диаметра, количество их — 2-3.Паяльники для полипропиленовых труб бывают двух типов: с цилиндрической и с плоской нагревательной поверхностью. Цена последних устройств не слишком велика, а для разовых работ они вполне подходят. Аппараты с цилиндрической поверхностью — инструменты профессиональные, их используют для монтажа в труднодоступных местах.
Некоторые из моделей оснащают термостатами для поддержания оптимальной температуры, это будет "платным бонусом" для любого мастера. Если покупать аппарат большого смысла нет, то прибор можно арендовать.Кроме устройства для пайки мастеру понадобятся:
- ножницы — труборез для полипропилена;
- карандаш, рулетка, угольник;
- торцеватель-фаскосниматель — для удаления внутреннего армирования;
- шабер (иначе шейвер) — для "избавления" от внешнего его слоя;
- ветошь и обезжириватель: изопропиловый либо этиловый спирт.
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
- пп трубы.
Армированные трубы из полипропилена
Армированные трубы – это продукция с жестким каркасом из алюминия или стекловолокна. Армирующий алюминиевый слой располагается снаружи или между слоями пластика. Слои соединяются специальным клеем. Толщина алюминиевого слоя – 0,1-0,5 мм. Армирование стекловолокном выполняется немного по другому принципу – слой располагается только по центру, а сама труба представляет собой монолит, слои в котором надежно приварены друг к другу.Наличие армирующего слоя влияет не только на характеристики трубы, но и на метод ее спайки. В целом процесс монтажа армированной трубы ничем не отличается от прокладки не армированных конструкций. Есть только один нюанс – труба с внешним армирующим слоем из алюминия перед пайкой зачищается специальным инструментом – шейвером. Армированное внутри изделие зачищается торцевателем.Армированные трубы дороже продукции без покрытия, потому выполнять ими монтаж холодного водопровода не целесообразно. С проводом холодной воды отлично справятся обычные полипропиленовые трубы.
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного поворота, соединение не будет в одной плоскости.Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться более, чем на 5°.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко выскакивает при подаче давления.Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.