Трубогиб своими руками для профильной трубы видео
Трубогиб своими руками для профильной трубы видео
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.На военных советах принято прежде всего докладывать о противнике. Так что и мы "разбор полетов" начнем с того, чего нужно избежать.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы "разбор полетов" начнем с того, чего нужно избежать.Типичные дефекты гнутья труб показаны слева на рис.:Дефекты сгибания круглых и профильных трубДля бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.Характерный дефект гнутья прямоугольных профтруб – "пропеллер" (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с "пропеллером", исправить до пригодности в дело чаще всего невозможно. Причина "пропеллера" – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – "плюшка" (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в "плюшке" где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая "запара", а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с "плюшкой", склонны к внезапному разрушению. Причина "плюшки" гнутых труб – неправильный выбор и/или настройка трубогиба.
Соорудить инструмент такого типа не составит большого труда, если в распоряжении имеется два швеллера по 0,5 метра. В основание такого устройства вошли следующие элементы:Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного роликаНесколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут "гулять" трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
Ролики для гибки профильной трубы разной шириныНа том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.

Вентилятор своими руками: как сделать самодельный мощный вентилятор. Основные параметры и свойства вентиляторов (130 фото)
Прикормка своими руками — состав, особенности применения и способы хранения (115 фото и видео)
Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото)
Затем на рычаг прикладывается усилие, и труба изгибается по круглой поверхности диска. Многие станки оснащены неким подобием шкалы, по которой можно отслеживать угол изгиба. А вот радиус изгиба в данном трубогиба варьировать не получится: какой установлен диск – таким радиус и будет. Изменение радиуса возможно только установкой другого комплекта.
Основные требования к ручным трубогибам
Любые трубы, в том числе и профильные (с прямоугольным или квадратным сечением) тем и хороши, что сочетают два важных качества. Полость внутри изделия обеспечивает малый удельный вес по сравнению с полнотелыми размерными эквивалентами. Но при этом сохраняется высокая пространственная прочность профиля, то есть согнуть металлическую трубу — просто так не удастся.Казалось бы, приложи позначительнее усилие – и все дела, всё получится благодаря пластичности материала изготовления. Так-то оно так, но без создания особых условий для приложения силы очень велика вероятность неудачи. Мы ожидаем при изгибе, что внешняя сторона трубы растянется, внутренняя – каким-то образом ужмется. Но без специального оборудования скорее произойдёт замятие стенок с так называемым переломом трубы.И еще одна проблема – как проконтролировать радиус изгиба и как выполнить деформацию в нужном направлении (по сути – в нужной плоскости?)Итак, подытожим задачи:- Надо хорошенько зафиксировать заготовку, чтобы не "промахнуться" с направлением изгиба.
- Требуется приложить весьма значительное усилие, причем, таким образом, чтобы оно было правильно равномерно распределено на участке изгиба.
- Необходимо иметь какой-то шаблон, задающий дугу или радиус и угол изгиба.
- Наконец, выполнение всех перечисленных операций не должно требовать каких-то запредельных физических усилий работника. Желательно, чтобы все основные операции смог выполнять один оператор, ну, максимум с привлечением помощника при обработке очень длинных заготовок.
Все это в комплексе позволяет выполнить качественный трубогиб. Правда, существует несколько типов таких станков, разной степени сложности и несколько отличающегося предназначения.Оставим в сторону "экзотические" деревянные плоские шаблоны – работа с ними не отличается ни продуктивностью, ни безопасностью. Обратим наше внимания на устройства, которые больше подходят под определение станочного оборудования.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля "Ваз", гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
- Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
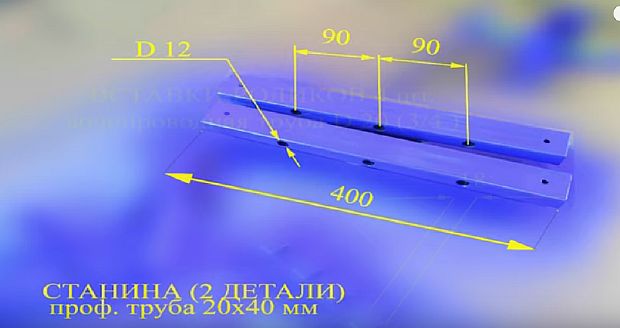 Детали для станины
Детали для станины
- Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
 Вырезаем боковины
Вырезаем боковины
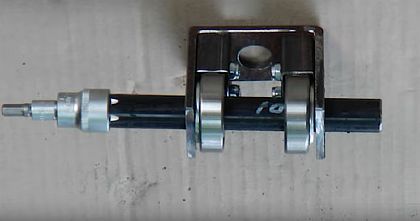
- Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизаторе
- Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
 Привариваем гайку
Привариваем гайку
 Вставляем винт
Вставляем винт
- На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
 Собираем прижимной валПриступаем к сбору приспособления:
Собираем прижимной валПриступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
 Вставляем шпильки-ролики
Вставляем шпильки-ролики
- на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
 Устанавливаем профильное основание
Устанавливаем профильное основание
- прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
 Размещаем прижимной вал
Размещаем прижимной вал
- прижимной винт прикручиваем к швеллеру вала гайкой;
 Прикручиваем прижимной винт
Прикручиваем прижимной винт
- накрываем конструкцию второй боковиной и закручиваем гайки.
 Одеваем стенку
Одеваем стенку
Если к валу приварить ручку, то получится механическое устройство, которое будет работать от ваших усилий.Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Конструкция гидравлического трубогиба своими руками представлена в видеоролике ниже.
На заметку мастерам
Полезные советы от мастеров всегда являются популярными и востребованными. Опираясь на опыт мастером, можно избежать различных ошибок при проведении соответствующих работ:- В ручных устройствах совсем не обязательно прибегать к установке цепной передачи, так как конструкция будет функционировать при движении только одного вала.
- Чтобы труба не соскальзывала с шаблона, по которому выполняется её изгибание, нужно использовать соответствующие металлические крючки.
- Если нужно получить изгиб трубы большого радиуса, то используются три ролика.
- При конструировании ручного станка следует заблаговременно позаботиться о том, чтобы иметь возможность регулировки радиуса изгиба.